


 扫一扫
扫一扫
顺成钢管有限公司将在实践中不断的深化学习、总结、借鉴同行 锅炉管的先进技术经验,完善自身发展,制造更加完善的 锅炉管产品,以满足新老客户的需求使用。
无缝钢管与热扩钢管的区别
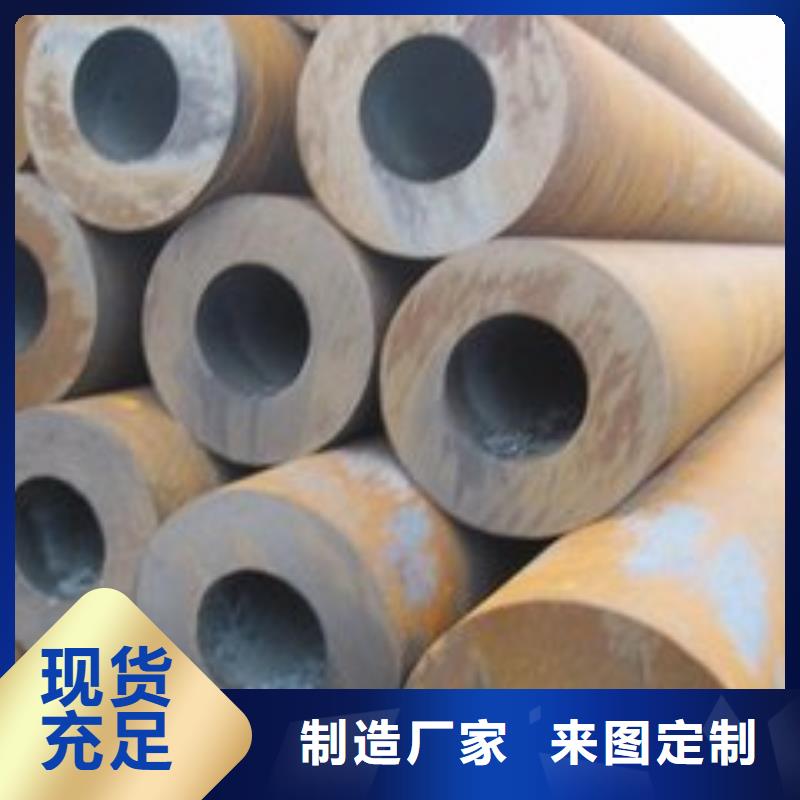
目前厚壁无缝管市场竞争日趋激烈,由于受其生产工艺的限制,厚壁无缝管的生产成本一直偏高,从而造成其经济效益逐渐下降。随着中国冶金行业的技术进步,代替厚壁无缝管的新产品也开始崭露头角,那么新产品到底能否达到厚壁无缝管的各项指标呢?他们之间又有什么本质的区别呢?下面就市场上两种容易混淆的产品,热扩厚壁钢管与直缝焊管之间的区别做一简单阐述。
1、 焊缝的质量直接决定着焊管的质量,也是焊管与厚壁无缝管最大差异所在。直缝焊管在高频焊接后,直缝中集碳不能消除,焊缝与母体只是衔接在一起,并没有完全熔为一体,经不住时间和高压的考验。热扩厚壁钢管在高频焊接后还要经过800度高温的整体加热、整体退火,然后进行开变处理,经过此一系列的工艺后,焊缝与母体组织性能已相同,完全熔为一体,很好地完成了从有缝到无缝的过渡。
2、 工艺的不同造成了产品质量上的差异,热扩厚壁钢管在高频焊接后还进行了一道直缝焊管所没有进行的工序------在线清除内外毛刺。毛刺的存在会影响管内流体的流量,毛刺阻挡了流体的正常流动,从而产生漩涡。根据流体力学原理,焊缝局部受压必然增大,受力不均匀使焊管的保险系数也大大减少,热张力减径钢管生产工艺中充分考虑了毛刺存在的危险性,进行限毛刺清除,从而使其壁厚均匀,外观上与厚壁无缝管无差异。所以从这点上来看,热扩厚壁钢管也完成了从有缝到无缝的过渡。
当然,二者的区别并不仅仅局限于以上三点;
无缝钢管冷拔管服务始终如一")
无缝钢管冷拔管服务始终如一")
无缝钢管冷拔管服务始终如一")

无缝钢管冷拔管服务始终如一")
无缝钢管冷拔管服务始终如一")
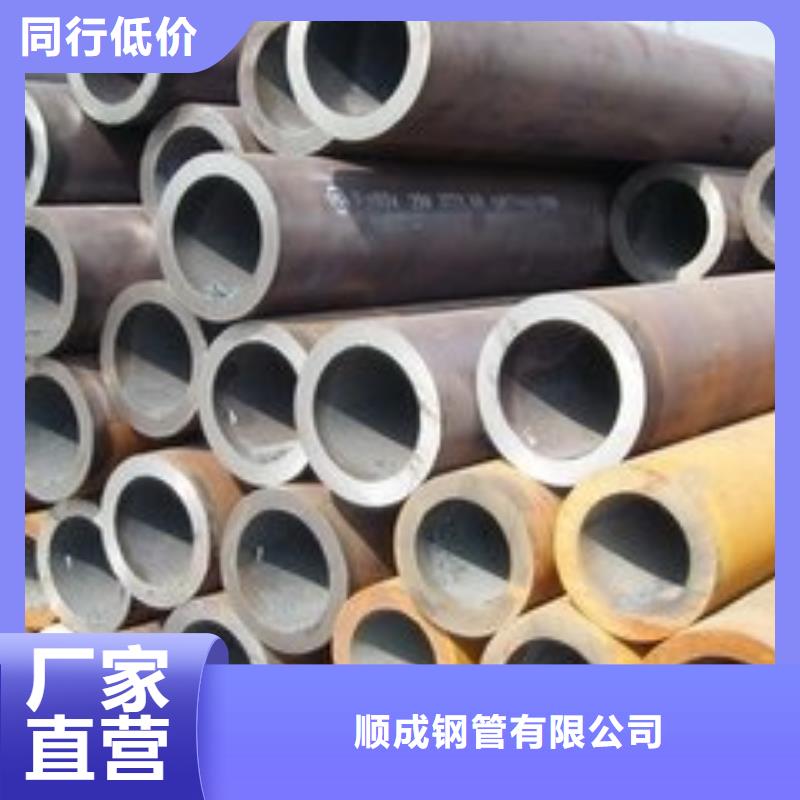
低中压锅炉管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
规格:无缝钢管的规格用外径*壁厚毫米数表示。
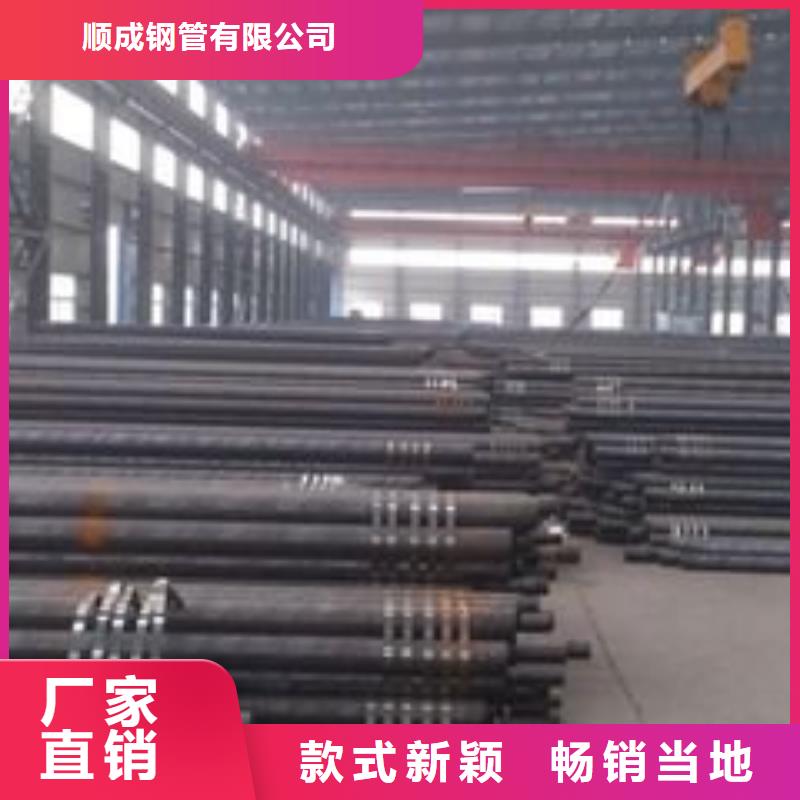
低中压锅炉用管是用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。
无缝钢管冷拔管服务始终如一")
无缝钢管冷拔管服务始终如一")
无缝钢管冷拔管服务始终如一")
冷拔无缝钢管的生产中75%以上的时间消耗在热处理、酸洗和润滑等中间工序上,且中间工序对拔管机能力的发挥和产品的质量也有很大的影响。因此尽量连拔可以减少中间工序,如采用磷化处理可以连拔2~3道,采用镀铜处理可在短芯棒拔制后增加一道空拔,但两道延伸系数不要超过1.4~1.6,高碳钢管与合金钢管不能用连拔工艺。
无缝管环形炉简述技术支持:cdlgp.com