【全新视界!】<抚顺>(当地)螺旋管冷库专用管货源足质量好产品视频,带你领略产品新风尚!
以下是:<抚顺>(当地)螺旋管冷库专用管货源足质量好的图文介绍
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")
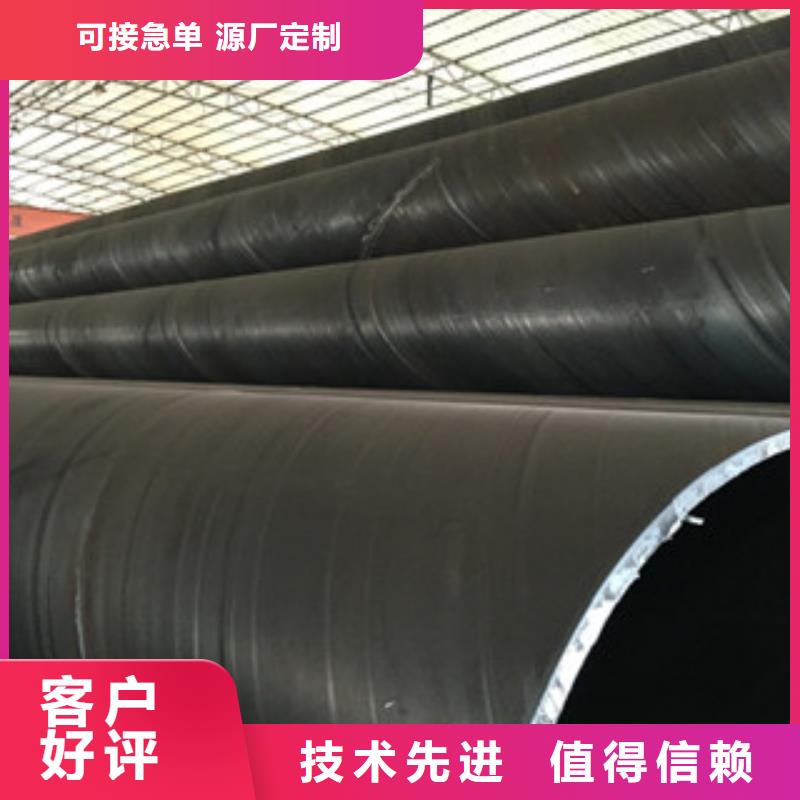
保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。(9)采用空气等离子切割机将钢管切成单根。主要用于石油、天然气工业中输送可燃流体和非可燃流体及钢结构。螺旋钢管和各种钢材理论计算公式---钢材计算公式1、圆钢每m重量=0.00617×直径×直径;螺旋钢管每米重量=(直径-壁厚)*壁厚*0.02466;2、方钢每m重量=0.00786×边宽×边宽;3、六角钢每m重量=0.0068×对边直径×对边直径;4、八角钢每m重量=0.0065×直径×直径;5、螺纹钢每m重量=0.00617×直径×直径;6、等边角钢每m重量=边宽×边厚×0.015;7、扁钢每m重量=0.00785×厚度×宽度;8、无缝钢管每m重量=0.02466×壁厚×(外径-壁厚);9、电焊钢每m重量=无缝钢管;10、钢板每㎡重量=7.85×厚度;11、黄铜管:每米重量=0.02670*壁厚*(外径-壁厚);12、紫铜管:每米重量=0.02796*壁厚*(外径-壁厚);13、铝花纹板:每平方米重量=2.96*厚度;14、有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37;15、有色金属板材的计算公式为:每平方米重量=比重*厚度方管:每米重量=(边长+边长)×2×厚×0.00785,不等边角钢每米重量=0.00785×边厚(长边宽+短边宽--边厚),工字钢每米重量=0.00785×腰厚[高+f(腿宽-腰厚)],槽钢每米重量=0.00785×腰厚[高+e(腿宽-腰厚)]螺旋钢管偏差和公差--A、螺旋钢管偏差:在生产过程中,由于实际尺寸难于达到公称尺寸要求,即往往大于或小于公称尺寸,所以标准中规定了实际尺寸与公称尺寸之间允许有一差值。
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")
九晨钢铁制造有限公司始终秉承“用户就是上帝”和“满足 抚顺X52无缝钢管厂家、用户的需求就是我们的追求”的经营理念;切实以“精益求精”作为我们科技创新、持续发展的潜在动力,“您选 抚顺X52无缝钢管厂家、产品就是选客户”是贵我两司业已达成的共识,我们诚恳期待并相信能与所有客户和同仁实现互利共赢,共创美好未来。
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")
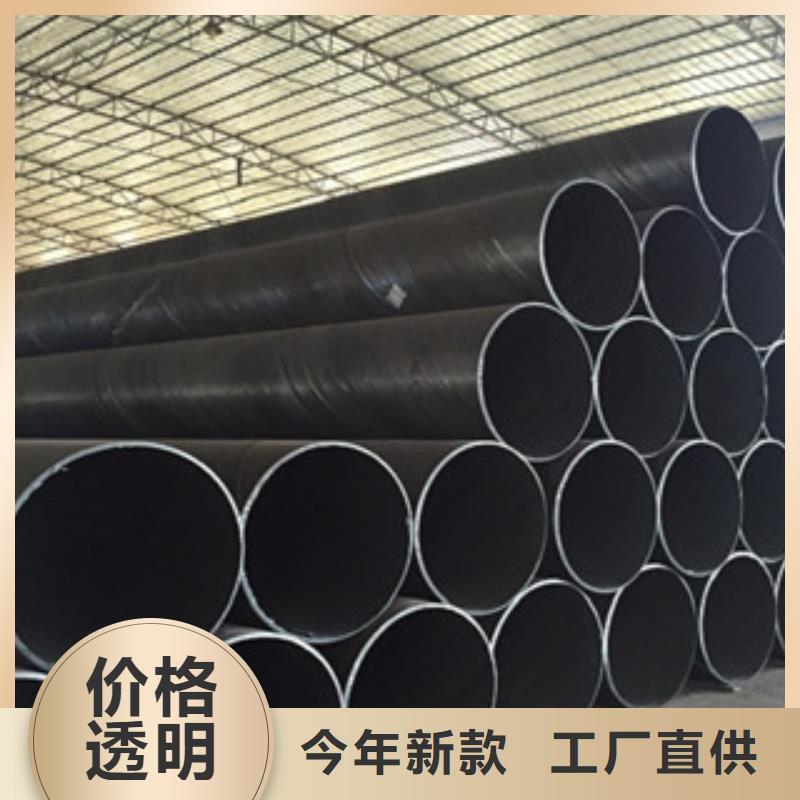
钢管要进行水压、弯曲、压扁等实验。对表面质量有一定要求。通常交货长度为12米,常要求定尺交货。螺旋钢管的规格用公称口径表示(毫米),公称口径与实际不同,按规定壁厚有普通钢管和加厚钢管两种。公司除有的生产设备外,还建成了的理化检测实验室,通过拉伸、弯曲、低温冲击、金相、硬度以及相应的化学分析等检测手段,对原料、辅料和成品钢管进行检验和试验,同时在生产线配有X射线工业电视探伤实时成像系统、便携式X射线拍片机、在线数字超声波探伤机、离线手动数字超声波探伤仪、静水压试验机及自动水压记录仪、磁粉探伤机、超声波壁厚测量仪,公司按照API、GB9711.1-SY/T5037-2000或高于上述标准的企业内控标准组织生产,保证了产品的标准符合性。确保钢管质量达到国内、外先进水平。河北螺旋焊管厂家在哪里钢护筒打桩用螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")
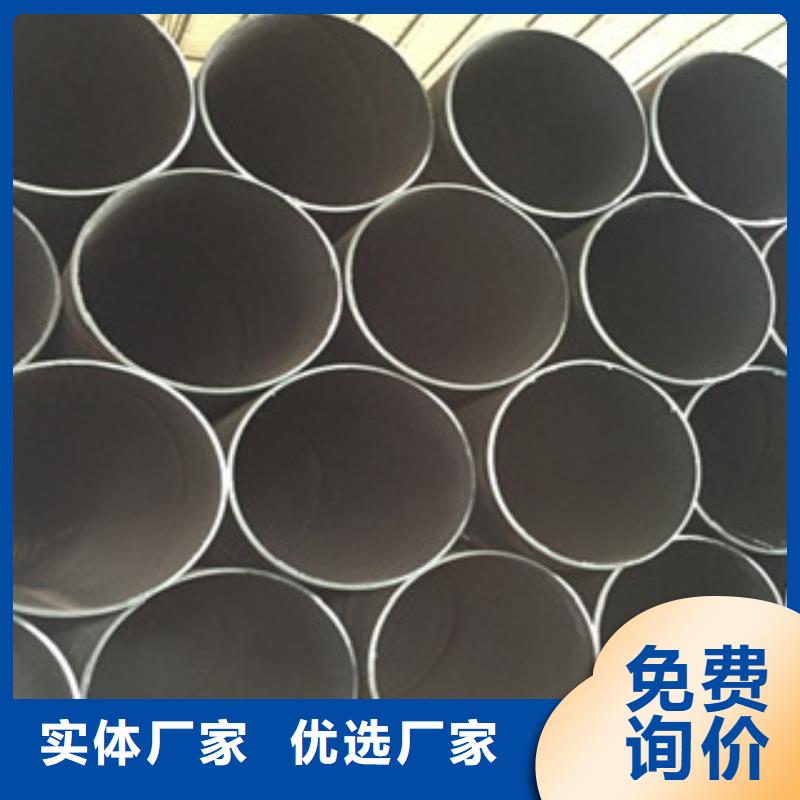
大口径螺旋钢管焊缝表面要求大口径螺旋钢管焊缝外形应均匀规整,过渡平缓,焊缝表面不得有断弧、烧穿、裂纹、结疤、折叠、弧坑等缺陷。错边产生原因编辑大口径螺旋钢管错边产生的原因:大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。1、钢带的镰刀弯是造成钢管错边的主要因素。在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。严重影响了钢管的质量,故观测钢带卷开卷后的镰刀弯情况,通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。2、由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。3、钢带头尾对接焊接焊缝余高较大时
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")
螺旋管冷库专用管货源足质量好")


 扫一扫
扫一扫